
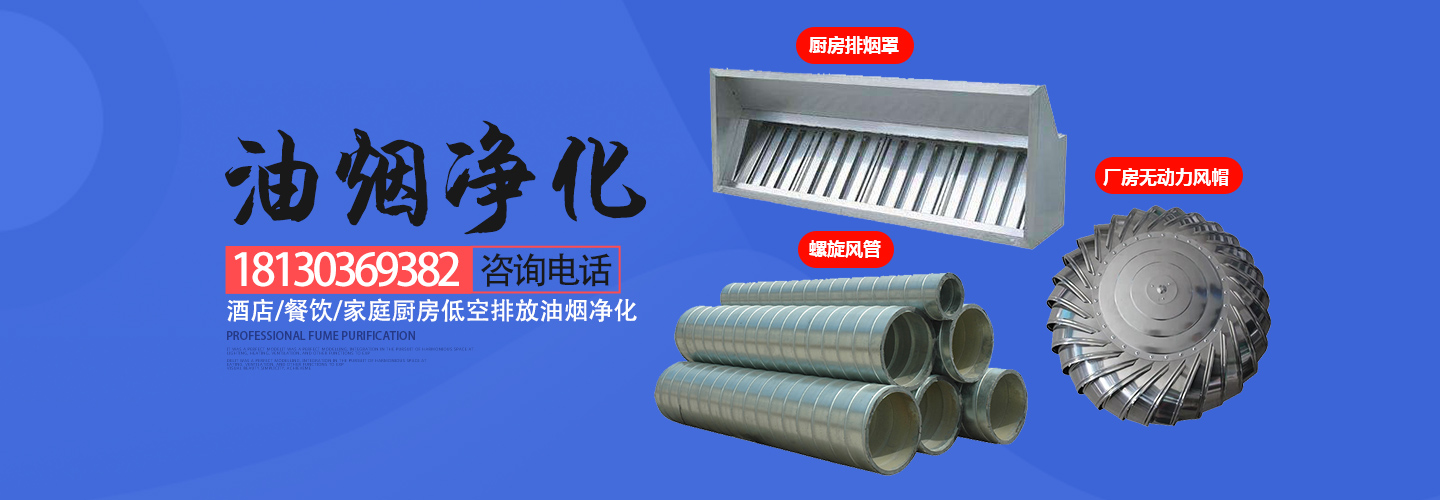


螺旋風管的安(ān)裝顯著地(dì)減少了管與管之(zhī)間的連接點,使管(guǎn)件結合部的泄漏減少到程度,典型的螺旋風(fēng)管長度是3~6m,而典型(xíng)的(de)矩形風管(guǎn)的(de)長度隻有1~1.5m;且連接兩個螺旋風管隻需(xū)一個管接件,而傳統的矩形風管的連接則常常需要一個完全獨立的雙法(fǎ)蘭係統。1、標準化產品螺旋圓風管的配件(管件和接頭)的生產已高度(dù)自動化、係統化,並具有工業化的質量控製(zhì)。2、安裝費用低圓形風(fēng)管係統的安裝時間(jiān)隻有相類似的(de)矩形管道的(de)1/3。






如果在強度和嚴密性試驗(yàn)中發現不合(hé)格,立即查看加工(gōng)工藝存在哪些問題,直至解決問題後再加工出(chū)樣品進行試驗,試驗結果(guǒ)合格後才能夠大批量加(jiā)工。根據以上分(fèn)析(xī),在規範沒有修訂(dìng)的情況下,還(hái)是應該嚴格執行GB50243-2016《通風與空調工程施工質量驗(yàn)收(shōu)規範》相關(guān)條文,對(duì)風管加工質量的強度(dù)和嚴密性(xìng)試驗是的,但不能(néng)稱之為加工工(gōng)藝性檢測或驗(yàn)證;風管的(de)加工工藝,應該是在批量加工之前,按GB50738-2011《通風與空調工程施工規範》要求進(jìn)行試驗驗證。因此,風管安裝前、風管加工過程中的強度和嚴密性試驗應分為兩次,分別填寫試驗記錄表。

金屬風管製作板材(cái)拚接:風管板材拚接的咬口縫應錯開,不得有十字型(xíng)拚接縫。鍍鋅鋼板及有保(bǎo)護層的鋼板的拚接,應采用咬(yǎo)接(jiē)或鉚接。不鏽鋼板厚度(dù)小於或等於1mm時,板(bǎn)材拚接可采用咬接;板厚大於1mm時宜采用弧焊或電弧焊,不得采用氣(qì)焊(hàn)。鋁板厚度(dù)小於或等於1.5mm時,板材拚接可采用咬接或鉚接,但(dàn)不應采用按扣式咬口。製作圓風管時(shí),將咬口兩端拍成圓弧狀放在卷圓機上卷圓(yuán),按風管直徑規格適當調整上、下輥間距(jù),操作時,手不得直(zhí)接推送鋼板。

您好,歡(huān)迎蒞臨蕪湖(hú)丝瓜视频官网,歡迎谘(zī)詢...
 觸屏版二(èr)維碼 |





