


螺旋風管選(xuǎn)用先進技術(shù)設備後,如果配備與其他(tā)工序相對應(yīng)的加工設(shè)備,各工序(xù)空調風管的加工進度和質(zhì)量都會有較(jiào)大提升,但加工工藝仍(réng)為多工序(xù)分離加工,仍需大量人(rén)力在多台設備上旋轉(zhuǎn),空調風管的加工規劃、加工力(lì)和質量仍停留在較低階段。可喜的是,選(xuǎn)用普通板式法蘭連接技術後,空調風管的加(jiā)工工(gōng)序不僅少了(le),還省(shěng)去(qù)了許多人工操(cāo)作工序,仍(réng)需(xū)下料、切角、壓筋(jīn)、普通板式法蘭成型、咬角縫、組裝等工序。
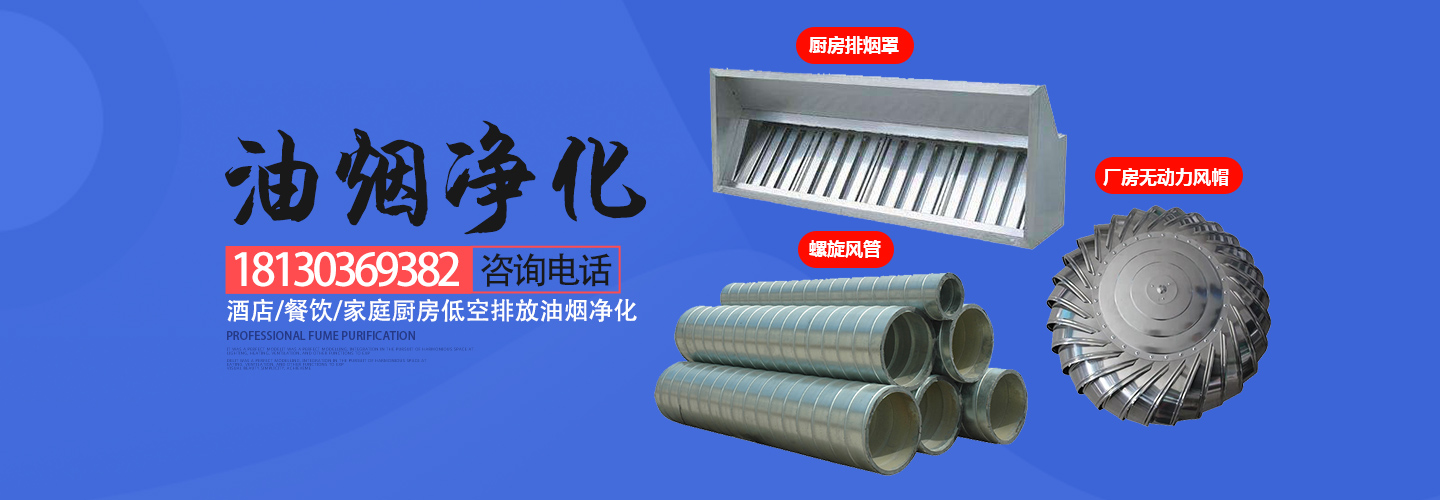
送冷風和送熱風常(cháng)見的方式是中央空調的管道,需要保溫。還可在內部粘貼保溫材料,使風管具有美觀的螺旋狀外觀,並可避免吊頂,降低工程造價。螺旋風管的製造自動化程度高,生產速度非(fēi)常快。一般風管每分鍾可產生20~40米(mǐ),是由於其(qí)原材料鍍鋅帶鋼價格低於整體鍍鋅鋼板(bǎn),其工廠化生產和標準標準化使成本低(dī)於矩形(xíng)風管。







風管配件——角鐵法蘭的製作規範:
1、中低壓風管(guǎn)角鋼法蘭螺栓孔距≤150,高壓≤100。
2、角鋼法蘭螺栓和鉚釘的規格及(jí)間距應符合規(guī)定,法蘭的(de)焊縫應熔合良好、飽滿, 不得有(yǒu)夾渣和孔洞(dòng);法蘭四角處應設螺栓孔(kǒng),同一批同規格的法蘭應具有互換性。
3、壁厚小於或等於1.2mm的風管套入角鋼法(fǎ)蘭框(kuàng)後,應將風管端麵翻邊,並用鉚(mǎo)釘鉚 接。風管的翻邊應平(píng)整、緊貼法蘭、寬度均勻,翻邊高度不應小於6mm;咬縫及四角 處應無開(kāi)裂與孔洞;鉚接應牢固,無脫鉚和漏鉚。
4、角鐵法蘭平麵度的允許偏差為2mm,法蘭鉚接時與(yǔ)鍍鋅連接縫隙應在2mm以內(暫定)



通風(fēng)風管行業(yè)從(cóng)單板鐵管發展到多(duō)種複合風管,從金屬風管發展到(dào)非金屬風管(guǎn)是通風風管行業的發展趨勢。自20世紀30年代以來,鋼板風道已經使用(yòng)了幾十年。是風管行業中使(shǐ)用壽命長的產品。從80年代末的GRP風管到90年代初從國外進口的複合風管,再到目前國內幾種複合風管,各有利弊(bì)。詳細介紹(shào)了下旋(xuán)流除塵器旋(xuán)流管的相(xiàng)關功能結構。
除塵螺(luó)旋風管廣泛應用於酒店、商場、紡織、化纖、石油化工、機械製造、儀器、電子、、、食(shí)品、、倉(cāng)儲、寫字樓、地鐵、人(rén)防、地下室等(děng)工程送風、排煙、排煙管道。
除(chú)塵螺旋風道的(de)厚(hòu)度和(hé)規格可根據用戶要求進(jìn)行調整。在連接時,除塵螺旋風道的兩端通常與附件(彎頭、減速機等)外接(jiē)。一般兩端(duān)無槽,無密封(fēng)圈(quān)。


您好,歡迎蒞臨蕪湖丝瓜视频官网,歡迎谘詢...
 觸屏版二維碼 |





