
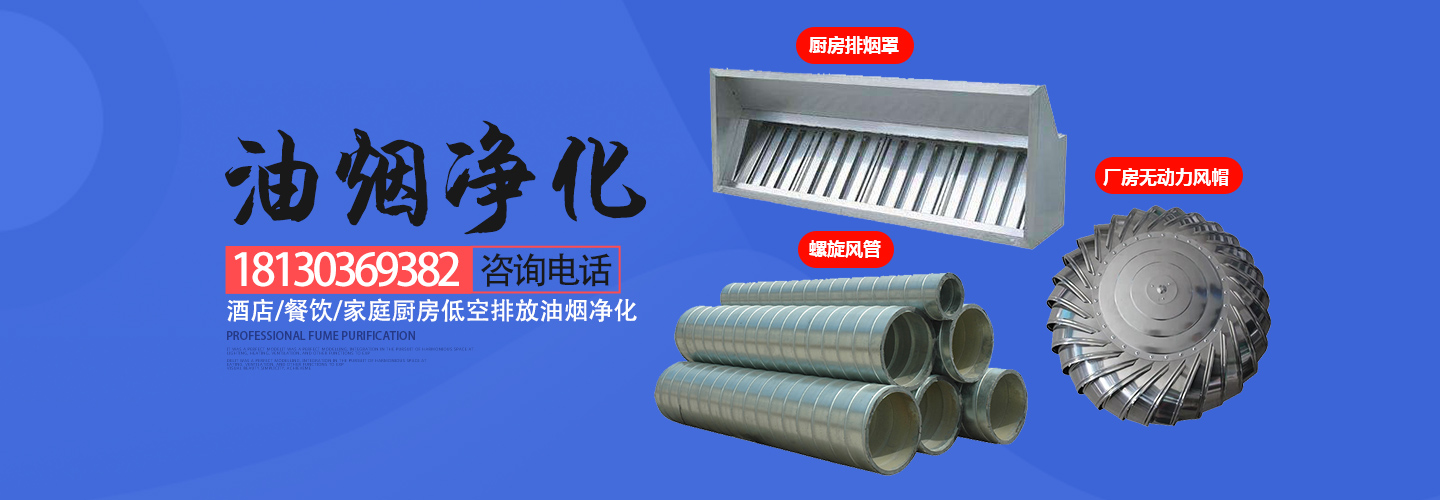
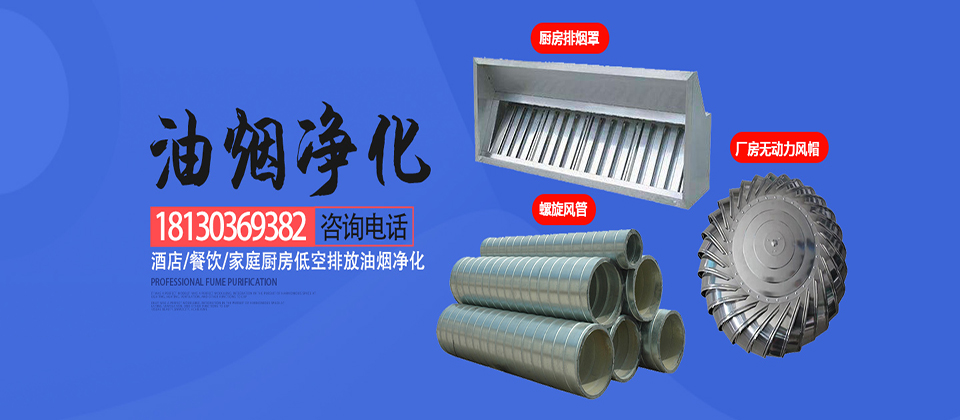


螺(luó)旋風管選用先進技(jì)術設備後,如果配備與其他工(gōng)序相對應的加工設備,各工序空調風管的加工進度和質量都會有較大提升,但加工工藝仍為(wéi)多工序分離加工,仍需大量人力在多台設備上旋轉,空調風管的加工規劃、加工力和質量仍停留在較低階段。可喜的是,選用普通板式法蘭連接(jiē)技術後,空調風管的(de)加工(gōng)工序不僅少了,還省(shěng)去了(le)許多人工操(cāo)作(zuò)工序,仍需下料、切角、壓筋、普通板式法蘭成型(xíng)、咬角(jiǎo)縫、組裝等工序(xù)。
送冷(lěng)風和送熱風常見的方式是中央空調的管道,需要保溫。還可(kě)在內部粘貼保溫材(cái)料(liào),使風管(guǎn)具有美觀的螺旋狀外觀,並可(kě)避免吊頂,降低工程造價。螺旋風管的製造自動化程度高,生產速度非常快。一般風管每分鍾可產生20~40米,是由於其原材料鍍鋅帶鋼價格低於整體(tǐ)鍍鋅鋼板,其(qí)工廠(chǎng)化生產和標準標準化使成本低於矩形風管。







油煙排罩安裝方法
1.油煙網(wǎng)罩現場安裝時,在現場拚接的油網(wǎng)煙罩後封板去油槽位置為滿焊,其餘位置為分段短焊;
2.油(yóu)煙網罩與牆麵固(gù)定用M8鋼膨脹螺絲加不鏽鋼大墊片(piàn),膨脹螺絲外露螺紋需磨去;
3.油網煙罩前頁同樓板連(lián)接件為螺杆全絲或鋼絲繩加吊(diào)環螺釘、索具螺旋扣;
4.吊裝高度:油網煙罩(zhào)前頁(yè)下口離地2000mm,油網(wǎng)煙罩後封板(bǎn)去油槽底部離地1900mm;油網(wǎng)煙罩吊裝(zhuāng)水平精度一般全長在正負10mm.


1、建立健全消防組織,消防(fáng)工作要做到五(wǔ)同時:同進度、同檢查、同布置、同總結、同評比(bǐ)。
2、嚴格執行現場用火製度,主動授受土建消防人員檢查,電氣焊用火前先辦理用火手續,並設專人看火,同時電氣焊工要經常檢查是否漏電漏氣,以防等不(bú)安全因素產生。遇五級風以上時,禁止使用明火作業(yè)。
3、加工現場(chǎng)冬(dōng)季用電爐取暖。
4、加工人員嚴禁吸煙。
5、起吊螺旋風管時,嚴禁人員在被起吊風管下方站立,風管上嚴禁站(zhàn)人。
6、安裝好的風管不得用支撐或放腳手板,不得(dé)踏壓。
7、高空作業(yè)人員必須(xū)係安全帶。
8、起吊管時先檢查風管內有無重物,以防墜物傷人。
9、預留洞口應加臨時防護。
10、發現鋼絲股間有大量的油擠出,應立即停吊查明原因,更換鋼絲繩。
11、吊裝風管時(shí)不允許把鋼絲直接綁紮在風管外(wài)表麵上,應對風管外表(biǎo)麵進行保護。
12、吊裝風管應輕吊輕放,嚴禁野蠻操作,損管外表麵及其管端部。

您好,歡迎蒞臨蕪湖丝瓜视频官网,歡迎谘詢...
 觸屏版二維碼 |





