


螺旋風管選用先進技術設備後(hòu),如果配備與其他工序相對應的加工設備,各工序空(kōng)調(diào)風管的加工進度(dù)和質量都會有較(jiào)大提升,但加工工藝仍為多工序分離加工,仍需大量人(rén)力在多台設備上旋轉,空調風管的加工規劃、加工(gōng)力和質量仍(réng)停留在較低階段。可喜的是,選用普通板式法蘭連接技術後,空調風管的加工工序不僅少(shǎo)了,還省去了(le)許多人工操作工序,仍需下料、切角、壓筋、普通板式法蘭(lán)成型、咬(yǎo)角縫、組裝等工序(xù)。
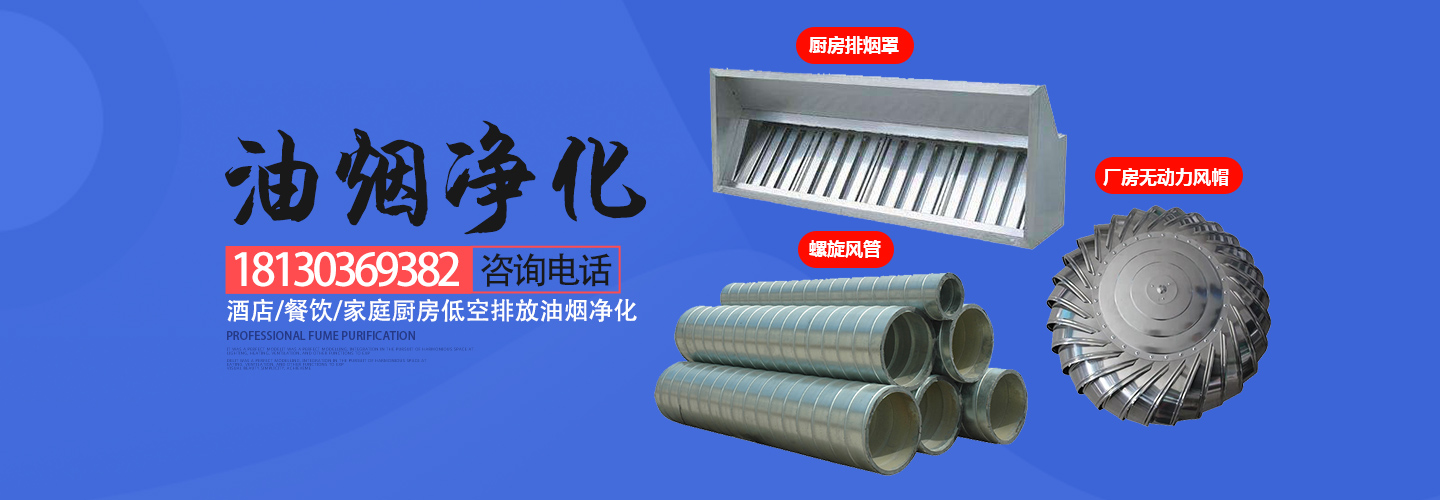
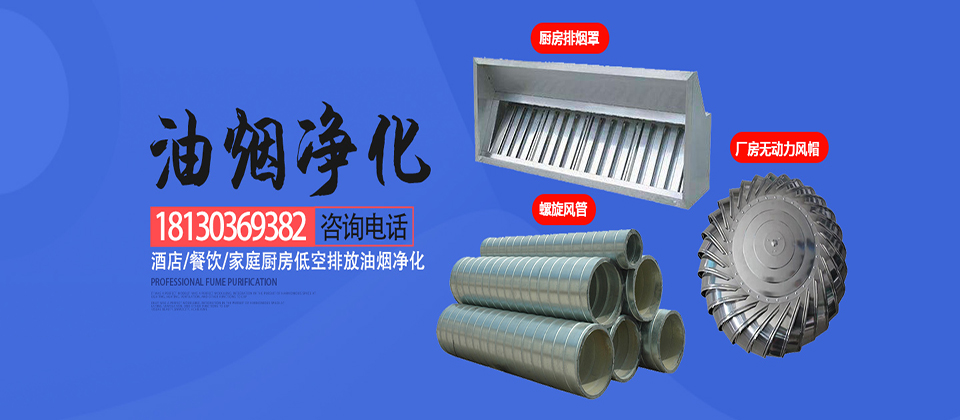
送(sòng)冷風和送熱風常見的(de)方式是中央空調的管道,需要保溫。還可在內部粘(zhān)貼保(bǎo)溫材料,使風管具有美觀的螺旋狀外觀,並可避免吊頂,降低工程造價。螺旋風管的製造自動化程度高,生產速度非常快。一般風管每分鍾可產生(shēng)20~40米,是由於其原材料鍍鋅帶鋼價格低於整體鍍鋅鋼板,其工(gōng)廠化(huà)生產和標準標準(zhǔn)化使成本低於矩形風管。







油煙(yān)排罩安裝方法
1.油煙網罩(zhào)現場安裝時(shí),在現場拚接的油網煙罩後封(fēng)板去油槽位置為滿焊,其餘位置(zhì)為分段短焊;
2.油煙(yān)網罩與(yǔ)牆麵固定用(yòng)M8鋼膨脹螺(luó)絲加不(bú)鏽鋼大墊片,膨脹螺(luó)絲(sī)外露(lù)螺紋需磨去;
3.油(yóu)網煙罩前頁同樓板連接件為螺杆全絲或鋼絲繩加吊環螺釘、索具螺(luó)旋扣;
4.吊裝高度:油網(wǎng)煙罩前頁下口離地2000mm,油網(wǎng)煙罩後封板去油槽底部離地1900mm;油網煙罩吊裝水平精度一般全長在正負10mm.


怎樣對(duì)螺旋(xuán)風管進行加固?
1圓形風管(不包括螺旋風管)直徑大(dà)於(yú)等於80mm,且其管段長度大於1250mm或總表麵積大於4㎡均應采納加固辦法;
2矩形(xíng)風管邊長(zhǎng)大於630mm、保溫風管邊長大於800mm,管(guǎn)段長度大於1250mm或低壓風管單邊平麵積大於1.2㎡、中、高(gāo)壓風管大於1.0㎡,均應采納加固辦法;
3非規(guī)矩橢圓風管的加固,應參照矩形風管執行。
非金屬(shǔ)風管的加固,除應契合本標準第4.2.10條的規則外還應(yīng)契合下列規則:1硬聚風管的直徑或邊長大於500mm時,其風管與法蘭的銜接處應設加強板,且間距(jù)不得大於450mm;2有機及無機玻璃鋼風管的加固,應為本體材料或防腐性能相同的材料,並與風管成一(yī)全體。
矩形風管彎管的製(zhì)作,一般應選用曲率半徑為一個平麵邊長的表(biǎo)裏同心弧形彎管。當選用(yòng)其他(tā)形式(shì)的彎(wān)管,平麵邊長大於500mm時,必須設置彎管導流片。




您好,歡迎蒞臨蕪湖丝瓜视频官网,歡迎谘詢...
 觸屏版二維碼 |





